ж ӘејҸдјҡзӨҫдёҚдәҢи¶Ҡ
еҲҮеүҠе·Ҙе…·
жӯЈж–Ү
CBNзҗғеӨҙй“ЈеҲҖ
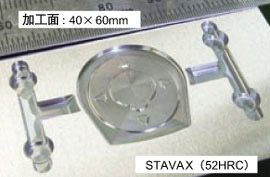
дҫ§йқўзЈЁжҚҹйҮҸзҡ„еҸҳеҢ– R0.3зІҫеҠ е·Ҙз”Ё
еҠ е·Ҙж ·е“ҒеҪўзҠ¶дёҺеҲҮеүҠжқЎд»¶
| е·ҘеәҸ | е·Ҙе…· | иҪ¬ж•° пјҲmin-1пјү |
иҝӣз»ҷйҖҹеәҰ пјҲmm/minпјү |
пҪҒp пјҲmmпјү |
Pf пјҲmmпјү |
| пј‘ | пјІ1.0 | 25,000 | 1,500 | 0.1 | 0.2 |
| пј’ | пјІ0.5 | 25,000 | 1,000 | 0.05 | 0.1 |
| пј“ | пјІ0.3 | 36,000 | 500 | 0.03 | 0.02 |
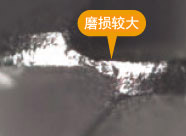
е·Ҙе…·жҚҹдјӨдёҺеҠ е·ҘйқўиҙЁйҮҸ R0.3зІҫеҠ е·Ҙз”Ё
| BNBPеһӢпјҲеҠ е·Ҙйқўпјҡ6йқўпјү | и¶…зЎ¬ж¶ӮеұӮпјҲеҠ е·Ҙйқўпјҡ2йқўпјү | |
|---|---|---|
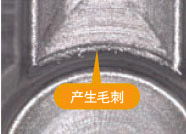
| е·Ҙе…·жҚҹдјӨ | 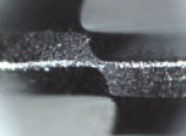 |
 |
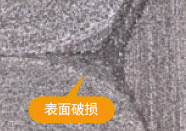
| еҠ е·ҘйқўиҙЁйҮҸ |  |
 |
 |
 |