切削工具
正文
AQUA钻头EX 3沟槽高硬型
采用SKD61(53HRC)使用寿命延长
200孔加工后的磨损比较
| 其它公司同等产品 | AQDEX3FH |
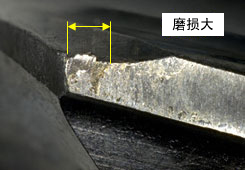 |
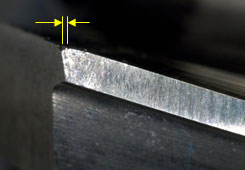 |
| 248孔加工后的磨损 | 500孔后停止加工(可继续使用) |
| 加工条件 | |||||
|---|---|---|---|---|---|
| 钻头直径 | : | Ø6 | 切削油 | : | 水溶性切削油 |
| 切削速度 | : | 40m/min | 加工深度 | : | 18mm |
| 进给速度 | : | 265mm/min | 通孔 | : | 阶式 6mm |
| 加工材料 | : | SKD61 (53HRC) | |||
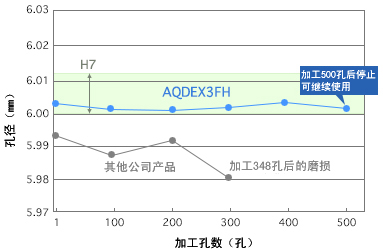
SKD11(60HRC)高硬度材料的钻孔精度
通过高硬度材料实现高精度加工并延长使用寿命
钻孔精度
| 加工条件 | |||||
|---|---|---|---|---|---|
| 钻头直径 | : | Ø6 | 切削油 | : | 水溶性切削油 |
| 切削速度 | : | 20m/min | 加工深度 | : | 18mm |
| 进给速度 | : | 80mm/min | 通孔 | : | 无阶式 |
| 加工材料 | : | SKD11 (60HRC) | |||