ж ӘејҸдјҡзӨҫдёҚдәҢи¶Ҡ
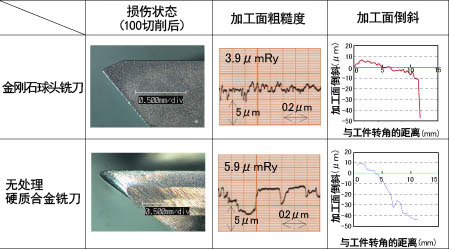
еҲҮеүҠе·Ҙе…·
жӯЈж–Ү
йҮ‘еҲҡзҹізҗғеӨҙй“ЈеҲҖ

100%зҡ„йҮ‘еҲҡзҹій•ҖеұӮ
- еҗҲжҲҗзҡ„йҮ‘еҲҡзҹіж¶ӮиҶңжҳҜз”ұи®ёеӨҡзҡ„еҫ®з»Ҷжҷ¶дҪ“еҪўжҲҗзҡ„еӨҡжҷ¶и–„иҶң
- е®Ңе…ЁдёҚеҗ«жңүзұ»дјјйҮ‘еҲҡзҹізғ§з»“дҪ“зҡ„зІҳз»“еүӮ
- дҪңдёәеҲҮеүҠеҲғдҪңз”Ёзҡ„йғЁеҲҶе…·жңүеҸҜдёҺеӨ©з„¶йҮ‘еҲҡзҹізӣёеҢ№ж•Ңзҡ„зЎ¬еәҰ
еҸҜз®ҖеҚ•еҲ¶дҪңе…·жңүеӨҚжқӮеҪўзҠ¶зҡ„е·Ҙе…·
- з”ұдәҺи¶…зЎ¬е·Ҙе…·иЎЁйқўиҰҶжңүйҮ‘еҲҡзҹіж¶ӮеұӮпјҢеӣ жӯӨжһҒжҳ“еҪўжҲҗд»»дҪ•еҪўзҠ¶зҡ„еҲҮеүҠеҲғ
еҸҜеҲ¶дҪңе°Ҹзӣҙеҫ„е·Ҙе…·
- еҗҲжҲҗзҡ„йҮ‘еҲҡзҹіж¶ӮиҶңжҳҜз”ұи®ёеӨҡзҡ„еҫ®з»Ҷжҷ¶дҪ“еҪўжҲҗзҡ„еӨҡжҷ¶и–„иҶң
- е…·жңүйҮ‘еҲҡзҹізғ§з»“дҪ“е·Ҙе…·йҡҫд»Ҙе®һзҺ°зҡ„е°Ҹзӣҙеҫ„е·Ҙе…·зҡ„йҮ‘еҲҡзҹіеҢ–жҖ§иғҪ
йҮ‘еҲҡзҹіж¶ӮеұӮзҡ„иў«еҲҮеүҠжқҗ
й“қеҗҲйҮ‘еҺӢй“ёжқҗж–ҷзҡ„еҠ е·Ҙ
еҲҮеүҠжқЎд»¶
| з«Ӣй“ЈеҲҖ | пјҡ2mm |
| еҲҮеүҠйҖҹеәҰ | пјҡ150m/min (24,000min-1) |
| иҝӣз»ҷйҖҹеәҰ | пјҡ1,800mm/min (0.038mm/йҪҝ) |
| иў«еҲҮеүҠжқҗ | пјҡDC12 |
| еҲҮеүҠжІ№ | пјҡж°ҙжә¶жҖ§ |
зҹіеўЁеҠ е·Ҙ
еҲҮеүҠжқЎд»¶
| з«Ӣй“ЈеҲҖ | пјҡR6mm |
| еҲҮеүҠйҖҹеәҰ | пјҡ230m/min (6,000min-1) |
| иҝӣз»ҷйҖҹеәҰ | пјҡ1,800mm/min (0.15mm/йҪҝ) |
| иў«еҲҮеүҠжқҗ | пјҡзҹіеўЁ |
| еҲҮеүҠжІ№ | пјҡеҗ№ж°” |
й«ҳзЎ…й“қеҗҲйҮ‘зҡ„еҠ е·Ҙ
еҲҮеүҠжқЎд»¶
| з«Ӣй“ЈеҲҖ | пјҡ8mm |
| еҲҮеүҠйҖҹеәҰ | пјҡ250m/min (10,000min-1) |
| иҝӣз»ҷйҖҹеәҰ | пјҡ1,200mm/min (0.06mm/йҪҝ) |
| иў«еҲҮеүҠжқҗ | пјҡA390 |
| еҲҮеүҠжІ№ | пјҡж°ҙжә¶жҖ§ |