ж ӘејҸдјҡзӨҫдёҚдәҢи¶Ҡ
еҲҮеүҠе·Ҙе…·
жӯЈж–Ү
GS й“ЈеҲҖзІ—еҠ е·Ҙ ж ҮеҮҶеһӢ
е№іж»‘ж¶ӮеұӮ
GSеЎ—еұӮ Ra = 0.04ОјmгҖҖRz = 0.8Ојm |
д»ҘеҫҖеЎ—еұӮ Ra = 0.07ОјmгҖҖRz = 1.35Ојm |
ж–°ејҖеҸ‘зҡ„и¶…зЎ¬жҜҚжқҗ
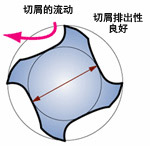
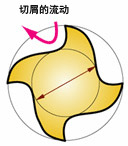
е…јеӨҮй«ҳеҲҡжҖ§дёҺеҲҮеұ‘жҺ’еҮәжҖ§
| GS й“ЈеҲҖзІ—еҠ е·Ҙ ж ҮеҮҶеһӢ | е…¶е®ғе…¬еҸёдә§е“Ғ |
 |
 |
SKD11пјҲ210HBпјүжІҹж§ҪеҠ е·Ҙзҡ„жҖ§иғҪ
еҲҮеүҠжқЎд»¶
| дҪҝз”Ёе·Ҙе…· | пјҡПҶ10 |
| еҲҮеүҠйҖҹеәҰ | пјҡ56.5m/min (1,800min-1) |
| иҝӣз»ҷйҖҹеәҰ | пјҡ730mm/min (0.05mm/tooth) |
| иў«еҲҮеүҠжқҗ | пјҡSKD11 (21HRC) |
| еҲҮеүҠжІ№ | пјҡеҗ№ж°” |
| еҲҮеүҠж·ұеәҰ | пјҡ12m |
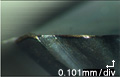
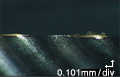
еӨ–е‘Ёдҫ§йқўзЈЁиҖ—жҜ”иҫғ
| еӨ–е‘Ёдҫ§йқўзЈЁиҖ— | ||
 |
 |
|
 |
 |
|
еҲҮеүҠжқЎд»¶
| дҪҝз”Ёе·Ҙе…· | пјҡПҶ10 |
| еҲҮеүҠйҖҹеәҰ | пјҡ56.5m/min (1,800min-1) |
| иҝӣз»ҷйҖҹеәҰ | пјҡ730mm (0.05mm/tooth) |
| иў«еҲҮеүҠжқҗ | пјҡSKD11 (21HRC) |
| еҲҮеүҠжІ№ | пјҡеҗ№ж°” |
| еҲҮеүҠй•ҝеәҰ | пјҡ12m |
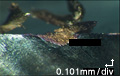
еҲҮеүҠйҳ»жҠ—зҡ„жҜ”иҫғ
| еҲҮеүҠеҲқжңҹ | еҲҮеүҠ12mеҗҺ | |
 |
 |
|
 |
 |
GSй“ЈеҲҖзІ—еҠ е·ҘеҚідҪҝиҝӣз»ҷйҖҹеәҰеңЁ1500mm/minд»ҘдёҠпјҢдәҰеҸҜиҝӣиЎҢзЁіе®ҡзҡ„еҠ е·Ҙ
еҲҮеүҠжқЎд»¶
| й“ЈеҲҖ | пјҡ10mm |
| еҲҮеүҠйҖҹеәҰ | пјҡ80m/min (2,550min-1) |
| иў«еҲҮеүҠжқҗ | пјҡSKD11 (220HB) |
| еҲҮеүҠжІ№ | пјҡеҗ№ж°” |
пјҲиҜҘеҲҮеүҠжқЎд»¶дёәжөӢиҜ•жҠҳжҚҹз•Ңйҷҗз”ЁпјҢдёҺе®һйҷ…зҡ„еҲҮеүҠжқЎд»¶дјҡжңүе·®ејӮгҖӮпјү