ж ӘејҸдјҡзӨҫдёҚдәҢи¶Ҡ
еҲҮеүҠе·Ҙе…·
жӯЈж–Ү
AGејәеҠӣй•ҝй’»еӨҙ
AGPSD AGејәеҠӣй’»еӨҙ
еҲҮеүҠйҳ»еҠӣ

| еҠ е·ҘжқЎд»¶ | |||||
|---|---|---|---|---|---|
| еҲҖе…· | : | AGPSD3.0 | еӯ”ж·ұ | : | 15mm зӣІеӯ” |
| еҲҮеүҠйҖҹеәҰ | : | 30m/min | иў«еүҠжқҗж–ҷ | : | S50C (180HB) |
| еӣһиҪ¬ж•° | : | 3,180min-1 | еҲҮеүҠжІ№еүӮ | : | ж°ҙжә¶жҖ§ |
| иҝӣз»ҷйҖҹеәҰ | : | 330mm/min | дҪҝз”Ёжңәжў° | : | з«ӢеҪўеҲҮеүҠжңә |
| иҝӣз»ҷ | : | 0.1mm/rev ж— йҳ¶ејҸеҠ е·Ҙ | |||
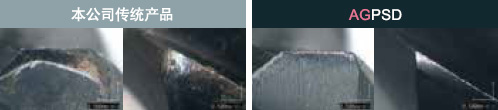
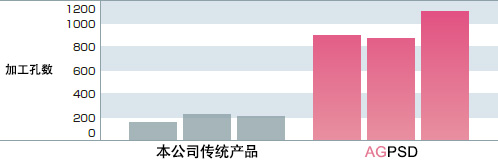
еҠ е·Ҙ204еӯ”еҗҺзҡ„зЈЁжҚҹжҜ”иҫғ
еҗҲйҮ‘й’ўи°ғиҙЁжқҗзҡ„ж— йҳ¶ејҸеҠ е·ҘжҜ”иҫғ
| еҠ е·ҘжқЎд»¶ | |||||
|---|---|---|---|---|---|
| еҲҖе…· | : | AGPSD6.0 | еӯ”ж·ұ | : | 30mm зӣІеӯ” |
| еҲҮеүҠйҖҹеәҰ | : | 24m/min | иў«еүҠжқҗж–ҷ | : | SCM440 (32HRC) |
| еӣһиҪ¬ж•° | : | 1,272min-1 | еҲҮеүҠжІ№еүӮ | : | ж°ҙжә¶жҖ§ |
| иҝӣз»ҷйҖҹеәҰ | : | 230mm/min | дҪҝз”Ёжңәжў° | : | з«ӢеҪўеҲҮеүҠжңә |
| иҝӣз»ҷ | : | 0.18mm/rev ж— йҳ¶ејҸеҠ е·Ҙ | |||