ж ӘејҸдјҡзӨҫдёҚдәҢи¶Ҡ
еҲҮеүҠе·Ҙе…·
жӯЈж–Ү
AGй“ЈеҲҖзІ—еҠ е·Ҙ
е…јеӨҮиҖҗзЈЁжҖ§гҖҒйҹ§жҖ§гҖҒиҖҗеүҘиҗҪжҖ§
 AGй“ЈеҲҖзІ—еҠ е·Ҙ |
 е…¶е®ғе…¬еҸёзҡ„зІүжң«HSSпјҚTiCNдә§е“Ғ |
 |
 еҲҮеүҠжқЎд»¶
|
еҶҚз ”зЈЁеҗҺж— йңҖеҶҚй•ҖеұӮ
ж–°е“Ғж—¶дёҺеҶҚз ”зЈЁж—¶зҡ„жҖ§иғҪжҜ”иҫғ  |
 еҲҮеүҠжқЎд»¶
|
S50C (180HB) зҡ„жІҹж§ҪеҠ е·Ҙ
иҫҫеҲ°еҜҝе‘ҪеҲӨе®ҡж ҮеҮҶеҖјзҡ„еҲҮеүҠй•ҝеәҰжҜ”иҫғ
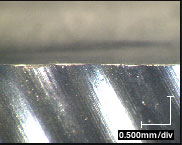
 AGй“ЈеҲҖзІ—еҠ е·Ҙ еҲҮеүҠ6mеҗҺ |
 е…¶е®ғе…¬еҸёзІүжң«й«ҳйҖҹй’ўTiCNй•ҖеұӮ |
 |
 еҲҮеүҠжқЎд»¶
|
SKD11(210HB)зҡ„дҫ§йқўеҠ е·Ҙ
еҲҖе°–зЈЁжҚҹйҮҸзҡ„жҜ”иҫғ
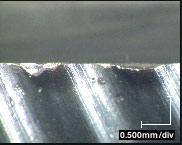
 AGй“ЈеҲҖзІ—еҠ е·Ҙ |
 е…¶е®ғе…¬еҸёзІүжң«й«ҳйҖҹй’ўTiCNж¶ӮеұӮ еҲҮеүҠ5mеҗҺ |
дҫ§йқўеҠ е·Ҙзҡ„зЈЁжҚҹйҮҸ
 |
 еҲҮеүҠжқЎд»¶
|