������Еs��z
�؍�H��
�{��
GS MILL ���t�B���O

�������R�[�e�B���O
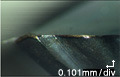
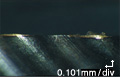
GS �R�[�g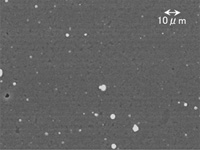 Ra = 0.04��m�@Rz = 0.8��m |
�]���R�[�g![�]���R�[�g](../images/gsmlrf_03.jpg) Ra = 0.0�V��m�@Rz = 1.35��m |
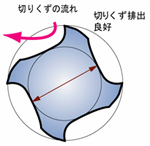
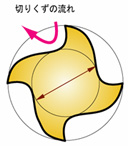
�V�J���̒��d���
�������Ɛ肭���r�o���𗼗�
| GS MILL ���t�B���O | ���Еi |
 |
 |
SKD11�i210HB�j�a���H�̐��\
�؍����
| �g�p�H�� | �F��10 |
| �؍푬�x | �F56.5m/min (1,800min-1) |
| ���葬�x | �F730mm/min (0.05mm/tooth) |
| ���� | �FSKD11 (21HRC) |
| �؍���� | �F�G�A�u���[ |
| �؍�[�� | �F12m |
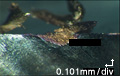
�O�������ʖ��Ղ̔�r
| �O�������ʖ��� | ||
 |
 |
|
 |
 |
|

�؍����
| �g�p�H�� | �F��10 |
| �؍푬�x | �F56.5m/min (1,800min-1) |
| ���葬�x | �F730mm (0.05mm/tooth) |
| ���� | �FSKD11 (21HRC) |
| �؍���� | �F�G�A�u���[ |
| �؍풷 | �F12m |
�؍��R�̔�r
| �؍평�� | �؍�P�Qm�� | |
 |
 |
|
 |
 |
GS MILL ���t�B���O�͑��葬�x1500mm/min �ȏ�ł�������H
�؍����
| �G���h�~�� | �F10mm |
| �؍푬�x | �F80m/min (2,550min-1) |
| ���� | �FSKD11 (220HB) |
| �؍���� | �F�G�A�u���[ |
�i���̐؍�����ܑ͐����E�e�X�g�p�Ŏ��ۂ̐؍�����Ƃ͈قȂ�܂��B�j