������Еs��z
�؍�H��
�{��
AG�p���[�h����
AGPLSD AG�p���[�����O�h����
�؍��R�Ɖ��H���Ԃ̔�r
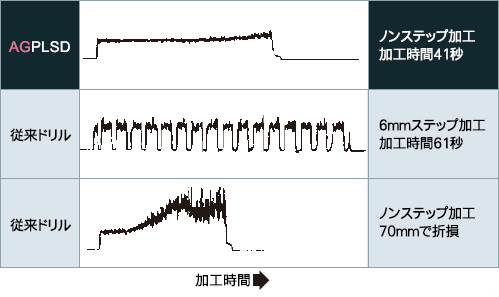
| �؍���� | |||||
|---|---|---|---|---|---|
| �H�� | : | AGPLSD6.0 | ���[�� | : | 102mm �~�܂茊 |
| �؍푬�x | : | 18m/min | ���� | : | �Y�f�| (260HB) |
| ��]�� | : | 955min-1 | �؍���� | : | ���n�� |
| ���葬�x | : | 143mm/min | �g�p�@�B | : | ���`M/C |
| ����� | : | 0.15mm/rev | |||
������r
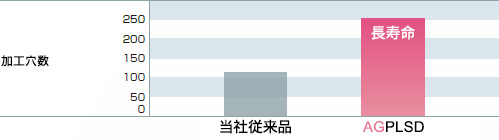
| �؍���� | |||||
|---|---|---|---|---|---|
| �H�� | : | AGPLSD6.0 | ���[�� | : | 102mm �ʂ茊 |
| �؍푬�x | : | 30m/min | ���� | : | S50C (220HB) |
| ��]�� | : | 1,590min-1 | �؍���� | : | ���n�� |
| ���葬�x | : | 160mm/min | �g�p�@�B | : | ���`M/C |
| ����� | : | 0.1mm/rev �m���X�e�b�v | |||